










في السنوات الأخيرة، تم إدراج المباني ذات الهياكل الفولاذية في الصين في مشاريع الترويج الوطنية الهامة، وتم بناء العديد من…
لحام الهيكل الفولاذي هو طريقة التوصيل الأساسية للهيكل الفولاذي: لصهر قضيب اللحام والصلب جزئيًا بواسطة الحرارة الناتجة عن القوس الكهربائي ، ثم تكثيف اللحام عن طريق التبريد ، وبالتالي توصيل الأجزاء الملحومة بواحد.
في مجال تصنيع وتركيب الهياكل الفولاذية ، يستخدم لحام القوس على نطاق واسع. أنواع اللحام بالقوس الرئيسي هي اللحام القوسي اليدوي المطلي بالصهر ، اللحام القوسي المغمور الأوتوماتيكي ، اللحام المحمي بغاز ثاني أكسيد الكربون شبه الأوتوماتيكي والأوتوماتيكي ، واللحام بالقوس المحمي ذاتيًا. في بعض التطبيقات الخاصة ، من الضروري استخدام لحام الخبث الكهربائي ولحام البراغي.
طرق لحام الهيكل الصلب
1. لحام القوس الكهربائي
(1) لحام قوس اللحام
آلة لحام التيار المتردد: المعدات بسيطة ، العملية مرنة ومريحة ، ويمكن لحامها في مواضع مختلفة دون إضعاف المقطع العرضي للمكون ، مما يضمن الجودة وتكلفة البناء المنخفضة. إنها طريقة لحام تستخدم على نطاق واسع في مواقع البناء.
آلة اللحام DC: تقنية اللحام هي نفسها مثل استخدام آلة لحام التيار المتردد ، والقوس ثابت أثناء اللحام ، لكن تكلفة البناء أعلى من تكلفة آلة اللحام بالتيار المتردد. يتم استخدامه للهياكل الفولاذية ذات متطلبات جودة اللحام الأعلى.

(2) لحام القوس المغمور
يتم صهر المعدن تحت التدفق ، وتركز حرارة اللحام ، وعمق الاختراق والكفاءة عالية ، والجودة جيدة ، ولا توجد ظاهرة رش ، والمنطقة المتأثرة بالحرارة صغيرة ، ودرزة اللحام موحدة وجميلة ؛ يجب أن تكون تقنية التشغيل منخفضة ، وأن تكون ظروف العمل جيدة. لحامات شرائح مستقيمة ولحام تناكبي مع أطوال لحام أكبر وألواح أكثر سمكًا في المصنع.

(3) اللحام شبه الأوتوماتيكي
مثل لحام آلة اللحام بالقوس المغمور ، تكون العملية أكثر مرونة ، ولكنها ليست ملائمة للاستخدام ، وتستخدم دائمًا للحام الزوايا القصيرة أو المنحنية واللحام التناكبي.
(4) اللحام المحمي بالغاز
إنه لحام سلك لحام خفيف مع ثاني أكسيد الكربون أو غاز خامل بدلاً من قوس حماية تدفق اللحام ؛ يمكن لحامها في جميع المواضع ، بجودة جيدة ، وسرعة ذوبان سريعة ، وكفاءة عالية ، وتوفير الطاقة ، ولا حاجة لإزالة خبث اللحام بعد اللحام ، ولكن تجنب الرياح أثناء اللحام. تستخدم عادة في لحام الصفائح الفولاذية الرقيقة والمعادن الأخرى ولحام الأعمدة الفولاذية ذات السماكة الكبيرة والعوارض الفولاذية.

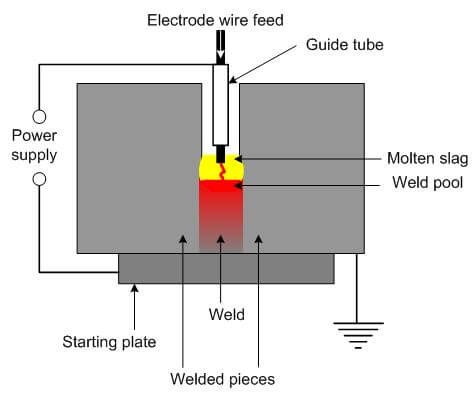
2-اللحام الخبث الكهربائي
إن اللحام الحراري بالمقاومة الكهربائية الناتج عن التيار المار عبر الخبث السائل يمكن أن يلحم اللحامات ذات السماكة الكبيرة – لحام الصفائح الفولاذية ذات السماكة الكبيرة والفولاذ المستدير ذي القطر الكبير والفولاذ المصبوب. يُخلط احتراق الأسيتيلين والأكسجين بلهب لصهر المعدن من أجل اللحام ؛ عند لحام المعادن غير الحديدية والفولاذ المقاوم للصدأ ، يلزم حماية مسحوق اللحام بالغاز. ألواح الصلب والحديد الزهر والموصلات ولحام الأسطح.
3. لحام الاتصال
استخدم اللحام بالحرارة المقاومة المتولد عندما يمر التيار خلال اللحام ، اللحام بعقب الصلب ، اللحام النقطي للشبكة الفولاذية ، اللحام بالحديد المدمج.
4-لحام عالي التردد
استخدم الحرارة الناتجة عن المقاومات عالية التردد للحام. اللحام الطولي لأنابيب الصلب رقيقة الجدران.
لحام الهيكل الصلب
يلعب لحام الهيكل الفولاذي دورًا أساسيًا في عملية التصنيع والتركيب ، حيث تؤثر جودة لحام الهيكل الفولاذي بشكل مباشر على المظهر ، كما أنه يلعب دورًا حيويًا في قوة بناء الهيكل الفولاذي.
مواد لحام الهيكل الصلب
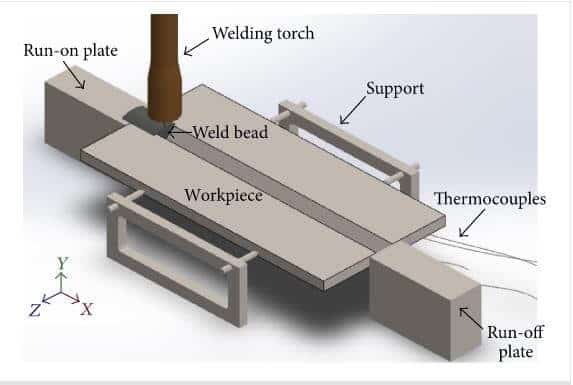
الأدوات الرئيسية المستخدمة في لحام الهيكل الفولاذي هي إلكترود اللحام وتشغيله على اللوح. عند اختيار قضيب اللحام ، يجب أن يتبع نموذجها بدقة متطلبات التصميم. ثم يجب خبز قضيب اللحام وفقًا للإرشادات ذات الصلة ووضعه في برميل للحفاظ على الحرارة لاستخدامه لاحقًا. إلى جانب ذلك ، في عملية اللحام لمباني الهياكل الفولاذية ، يُمنع منعًا باتًا استخدام بعض الأقطاب الكهربائية ذات النوى الصدئة ، ويجب عدم خلط الأقطاب الكهربائية الحمضية والقلوية. أخيرًا ، عند لحام أجزاء مهمة من مباني الهياكل الفولاذية ، فمن المناسب اختيار الأقطاب الكهربائية القلوية. عندما تحتاج أجزاء الهيكل الفولاذي الملحوم إلى أخدود ، يجب استخدام لوحة بدء القوس ، ويجب أن يكون اختيار المواد للوحة بدء القوس هو نفسه مادة الجزء الملحوم.
الأدوات الرئيسية
تشمل أدوات اللحام في مشاريع المباني الفولاذية بشكل أساسي حاملات الأقطاب الكهربائية وبراميل عزل الأقطاب الكهربائية والأفران وآلات اللحام الكهربائية.

شروط ومتطلبات اللحام
سوف يتسبب اللحام في درجات حرارة منخفضة في فقد الحرارة بسرعة. لهذا السبب ، عندما يصل سمك الفولاذ إلى مستوى معين ، يمكن استخدام تقنية عملية اللحام متعدد الطبقات بشكل مناسب. إلى جانب ذلك ، لمنع الانخفاض السريع في درجة الحرارة ، عند لحام فجوة معينة ، يجب إكمالها في وقت واحد لتجنب ظاهرة انقطاع اللحام. في حالة حدوث اضطراب ، يجب التعامل معه بشكل مناسب. أخيرًا ، في الطقس العاصف والثلجي ، يجب تجنب اللحام قدر الإمكان. إذا كان اللحام مطلوبًا بالفعل ، فيجب إنشاء الخيام ، ومن ثم يجب لحام الهيكل الصلب في الداخل. في الوقت نفسه ، يجب أن تضمن عملية اللحام أن تكون سرعة الرياح ضمن الحدود المناسبة. بعد الانتهاء من اللحام ، يجب استخدام المواد المناسبة لتبريد الأشياء الملحومة ببطء.
أسباب تشوه لحام الهيكل الصلب
1. الأنواع الرئيسية لتشوه اللحام
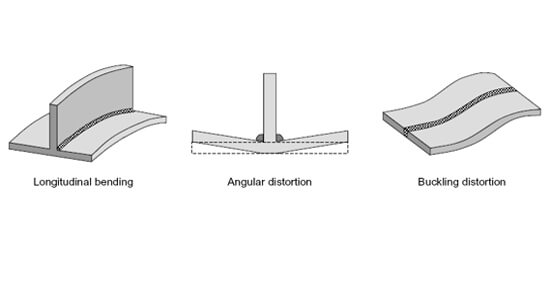
يشير تشوه اللحام بشكل أساسي إلى إجهاد الهيكل الفولاذي الناتج عن ارتفاع درجة الحرارة أثناء اللحام ومشكلة التشوه المتبقية التي تحدث في عضو الهيكل الفولاذي بعد اكتمال اللحام. من بين النوعين المذكورين أعلاه من تشوه اللحام ، فإن تشوه اللحام المتبقي هو الأكثر تأثيراً في جودة اللحام. تأثير تشوه اللحام المتبقي على مباني الهياكل الفولاذية مقسمة إلى تشويه شامل ومحلي ، ووفقًا لخصائص شكل التشوه ، تنقسم إلى تشوه زاوي ، وانحناء طولي ، وتشوه انحناء ، إلخ. يشتمل التشوه المحلي على التشوه الزاوي والانحناء الطولي ، كما يشمل الإجهاد الكلي أيضًا تشويه الالتواء وما إلى ذلك. في عملية اللحام للهياكل الفولاذية ، يكون أكثر أنواع التشوه احتمالاً هو التشوه الكلي.
2- أسباب تشوه اللحام
تعتبر صلابة الهيكل الفولاذي بلا شك أحد العوامل الرئيسية التي تؤثر على تشوه اللحام. صلابة الهيكل الفولاذي هي أساسًا لمقاومة الهيكل للتشوه مثل الانحناء والتمدد ، وتعتمد صلابة الهيكل الفولاذي في الغالب على الفولاذ. حجم الهيكل ، شكل المقطع العرضي. إلى جانب ذلك ، يؤثر موقع وعدد وصلات اللحام أيضًا على درجة وحالة تشوه اللحام إلى حد ما.
عندما لا تصل صلابة الهيكل الفولاذي إلى مستوى معين ، فإن الموضع المتماثل للهيكل الفولاذي المستخدم كمفصل لحام. إذا كان تسلسل اللحام معقولاً ، فيمكن للهيكل أن ينتج تشوهًا خطيًا فقط ، ومن المستحيل إحداث تشوه في الانحناء. أخيرًا ، تؤثر عملية اللحام أيضًا على درجة تشوه اللحام إلى حد ما. على سبيل المثال ، عندما يكون تيار اللحام كبيرًا ، وتكون سرعة اللحام بطيئة ، فسوف يتسبب ذلك في حدوث تشوه أكثر حدة في اللحام. لهذا السبب ، في عملية لحام الهياكل الفولاذية ، يجب علينا تخصيص إجراءات وطرق عملية اللحام الموضوعية والمعقولة.
عمل منع التشوه الناجم عن عملية لحام الهيكل الفولاذي
التحكم في هيكل عقد اللحام
لمزيد من تجنب تشوه اللحام وتحسينه ، يجب أن ننتبه إلى الجوانب التالية عند تصميم الوصلات الملحومة للهيكل الفولاذي:
أ. أولاً ، يجب التحكم في عدد وحجم اللحامات. عندما يواجه الهيكل الفولاذي مشاكل عدد كبير من اللحامات وكميات كبيرة في عملية اللحام ، فإنه سيوفر المزيد من الاحتمالات لتشوه اللحام. لهذا السبب ، عند تصميم الوصلات الملحومة للهياكل الفولاذية ، يجب التحكم في عدد وحجم اللحامات إلى حد معين لتحسين تشوه اللحام بشكل أكبر ؛
ب. ثانيًا ، يجب تحديد الحجم والشكل المناسبين لأخدود اللحام قدر الإمكان. لا يمكن أن يضمن الاختيار المعقول والعلمي لحجم وشكل أخدود اللحام قدرة تحمل الهيكل الفولاذي إلى حد معين فحسب ، بل يقلل أيضًا من مساحة المقطع العرضي إلى حد معين ، وبالتالي التحكم في الكمية تأثير تشوه اللحام ؛
ج. إلى جانب ذلك ، في عملية لحام الهياكل الفولاذية ، يجب أن يكون موضع عقدة اللحام متماثلًا قدر الإمكان في المقطع العرضي للكائن. لاختيار عقدة اللحام للمحور المحايد ، يجب أن تكون عقدة اللحام قريبة قدر الإمكان من المحور المحايد ، وفي نفس الوقت ، تجنب التواجد في منطقة الضغط العالي أو بالقرب منها.
د. أخيرًا ، يجب أن يكون اختيار أشكال العقدة صارمًا قدر الإمكان. في الوقت نفسه ، يجب ألا يتم تعيين العقد عند التقاطعات متعددة الاتجاهات. بهذه الطريقة فقط يمكن تجنب تشوه اللحام بسبب تركيز درجة الحرارة العالية وتركيز إجهاد اللحام.
تحسين عملية اللحام لمبنى الهيكل الفولاذي
يلعب تحسين هيكل اللحام للهيكل الفولاذي دورًا حيويًا في تطوير تشوه اللحام. تركزت عملياتها المحددة بشكل أساسي على الجوانب المختلفة التالية:
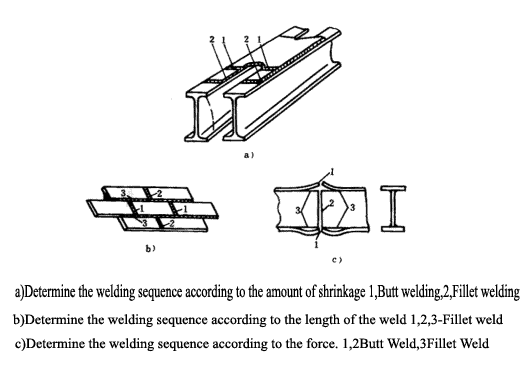
أ. أولاً ، يتم تحديد تسلسل اللحام أثناء التجميع واللحام للهيكل الفولاذي. فيما يتعلق ببناء وتصنيع الهياكل الفولاذية ، يجب على الموظفين المعنيين اتباع اللوائح والمتطلبات المعمول بها للعمل على المستوى القياسي. بهذه الطريقة فقط يمكننا ضمان ضغط تحمل الوزن المقابل إلى حد معين ، ومن ثم تلبية احتياجات ومعايير تجميع المكونات بشكل أفضل. في عملية اللحام للهيكل الفولاذي ، يتم الانتهاء من لحام مكونات اللحام الصغيرة في وقت واحد ، ثم يتم تحديد تسلسل اللحام المناسب للبناء. بالنسبة لبعض عمليات اللحام والتجميع ذات الهياكل الفولاذية الكبيرة نسبيًا ، يتم لحام المكونات الثانوية أولاً ، ثم أعمال التجميع واللحام المقابلة. لمنع تشوه العناصر أثناء البناء ، يجب أن يتوافق اختيار نماذج المكونات مع اللوائح والمتطلبات ذات الصلة. إلى جانب ذلك ، يجب تجنب التضفير القسري المفرط قدر الإمكان أثناء التجميع. أخيرًا ، في عملية لحام المكونات والبناء ، يجب الحفاظ على التوحيد الحراري ودرجة الحرارة المناسبة للوصل الملحوم قدر الإمكان لمنع تشوه اللحام بسبب الحرارة غير المتكافئة.
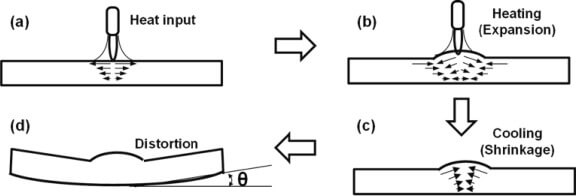
ب. ثانيًا ، تم تنفيذ أعمال مكافحة التشوه المقابلة. أثناء عملية اللحام للهيكل الفولاذي ، بسبب مبدأ الانكماش بعد التبريد ، سيحدث تفاعل فردي للانكماش في اللحام ، مما يقلل من الحجم الأصلي للمكون إلى حد معين. لهذا السبب ، في عملية اللحام ، غالبًا ما يستخدم الأشخاص مضادًا للتشوه للتعويض بشكل أكبر عن مشكلة التشوه الناتجة عن التمدد والانكماش الحراري. تتمثل الطريقة المضادة للتشوه في إحداث تشوه محدد للمكون بشكل مصطنع في المرحلة المبكرة من عملية اللحام. يكون اتجاه التشوه معاكس لاتجاه تشوه اللحام اللاحق ، ودرجة التشوه هي نفس درجة التشوه التالية.
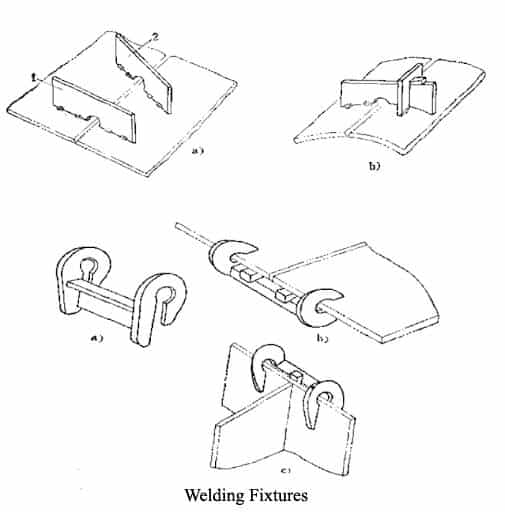
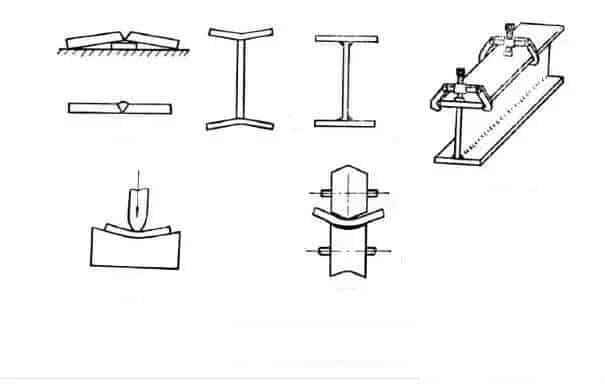
ج. أخيرًا ، يجب أن يكون لدينا تركيبات لحام مقابلة. بالنسبة للحام بعض المكونات الأكثر أهمية ، لا تحتاج فقط إلى وجود منصة لحام مناسبة ولكن أيضًا لإعداد تركيبات اللحام المقابلة لإصلاح أجزائها بشكل أفضل.
Related Posts


