




Стальной склад — это инженерное сооружение, построенное из предварительно изготовленных стальных элементов, таких как колонны и балки Н-образного или коробчатого…
Сварка стальных конструкций является основным методом соединения стальных конструкций: расплавление сварочного стержня и стали частично под воздействием тепла, генерируемого электрической дугой, а затем сгущение в сварной шов путем охлаждения, таким образом соединяя свариваемые части в одно целое.
В области изготовления и монтажа стальных конструкций широко используется дуговая сварка. Основными видами дуговой сварки являются ручная дуговая сварка с покрытием флюсом, автоматическая дуговая сварка под флюсом, полуавтоматическая и автоматическая сварка в среде защитного газа CO2 и самозащитная дуговая сварка. В некоторых специальных применениях необходимо использовать электрошлаковую сварку и сварку болтами.
Методы сварки стальных конструкций
1.электродуговая сварка
(1) дуговая сварка сварочной проволокой
Сварочный аппарат переменного тока: Оборудование простое, управление гибкое и удобное, можно сваривать в различных положениях без ослабления сечения детали, обеспечивая качество и низкую стоимость строительства. Это метод сварки, широко используемый на строительных площадках.
Сварочный аппарат постоянного тока: Технология сварки такая же, как при использовании сварочного аппарата переменного тока, дуга стабильна во время сварки, но стоимость конструкции выше, чем у сварочного аппарата переменного тока. Он используется для стальных конструкций с повышенными требованиями к качеству сварки.

(2) Дуговая сварка под флюсом
Металл плавится под флюсом, сварочное тепло концентрируется, глубина проникновения и эффективность высоки, качество хорошее, отсутствует явление разбрызгивания, зона термического влияния мала, сварочный шов равномерный и красивый; технология работы должна быть низкой, а условия работы хорошими. Прямые филейные и стыковые сварные швы с более значительной длиной сварки и более толстыми листами на заводе.

(3) Полуавтоматическая сварка
То же самое, что и сварка аппаратом под флюсом, операция более гибкая, но она не удобна в использовании, всегда используется для сварки коротких или изогнутых углов и стыковой сварки.
(4) Сварка в газовой среде
Это легкая сварка проволокой с CO2 или инертным газом вместо дуги защиты сварочного флюса; она может быть сварена во всех положениях, с хорошим качеством, быстрой скоростью плавления, высокой эффективностью, энергосбережением, без необходимости удаления сварочного шлака после сварки, но избегать ветра во время сварки. Они обычно используются для сварки тонких стальных листов и других металлов, сварки стальных колонн и стальных балок большой толщины.

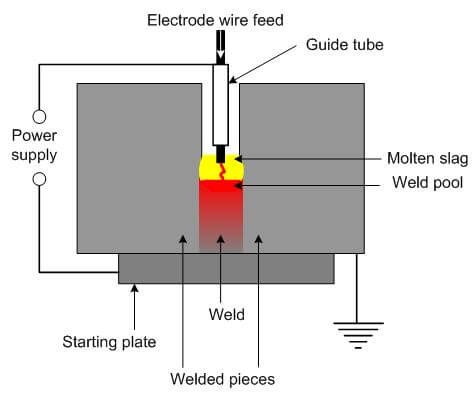
2.Электрошлаковая сварка
Электрическая сварка сопротивлением, производимая током, проходящим через жидкий шлак, может сваривать швы значительной толщины — сварка стального листа большой толщины, круглой стали большого диаметра и литой стали. Сгорание ацетилена и кислорода смешивается с пламенем для расплавления металла для сварки; при сварке цветных металлов и нержавеющей стали требуется порошковая защита газовой сварки. Сварка листовой стали, чугуна, соединительных деталей и наплавка.
3.Контактная сварка
Используйте термическую сварку сопротивлением, возникающую при прохождении тока через сварное изделие, стыковую сварку стали, точечную сварку стальной сетки, сварку закладного железа.
4.Высокочастотная сварка
Используйте тепло, выделяемое высокочастотными резисторами, для сварки. Продольный сварной шов тонкостенной стальной трубы.
Сварка стальных конструкций
Сварка стальной конструкции играет важную роль в процессе производства и монтажа, качество сварки стальной конструкции напрямую влияет на внешний вид, а также играет важную роль в прочности стальной конструкции здания.
Материалы для сварки стальных конструкций
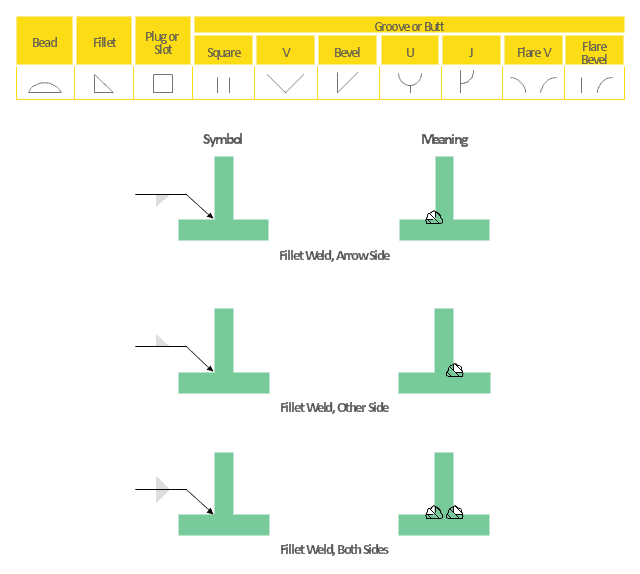
Основными инструментами, используемыми при сварке стальных конструкций, являются сварочный электрод и наплавочная плита. При выборе сварочной проволоки ее модель должна строго соответствовать требованиям конструкции. Затем сварочный пруток следует запечь согласно соответствующим инструкциям и поместить в бочку для сохранения тепла для последующего использования. Кроме того, в процессе сварки зданий из стальных конструкций категорически запрещается использовать электроды с ржавыми жилами, а также нельзя смешивать кислотные и щелочные электроды. Наконец, при сварке важных частей зданий из стальных конструкций целесообразно выбирать щелочные электроды. Когда на сварных деталях стальной конструкции необходимо сделать канавки, необходимо использовать дуговую пусковую пластину, причем выбор материала дуговой пусковой пластины должен быть таким же, как и материал свариваемой детали.
Основные инструменты
Сварочные инструменты в проектах строительства стальных зданий в основном включают держатели электродов, бочки для изоляции электродов, печи и электрические сварочные аппараты.

Условия и требования к сварке
Сварка при низких температурах приведет к быстрой потере тепла. По этой причине, когда толщина стали достигает определенного уровня, можно использовать технологию многослойной сварки. Кроме того, для предотвращения быстрого снижения температуры, при сварке определенного зазора, она должна быть завершена за один раз, чтобы избежать явления прерывания сварки. Если происходит сбой, он должен обрабатываться адекватно. Наконец, в ветреную и снежную погоду сварки следует по возможности избегать. Если сварка действительно необходима, следует установить палатки, а затем сварить стальную конструкцию в помещении. В то же время процесс сварки должен обеспечивать, чтобы скорость ветра находилась в соответствующих пределах. После завершения сварки необходимо использовать соответствующие материалы для медленного охлаждения сваренных объектов.
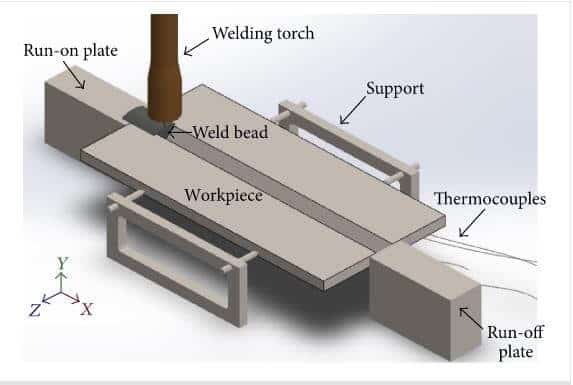
Причины сварочной деформации стальных конструкций
1.Основные виды сварочной деформации
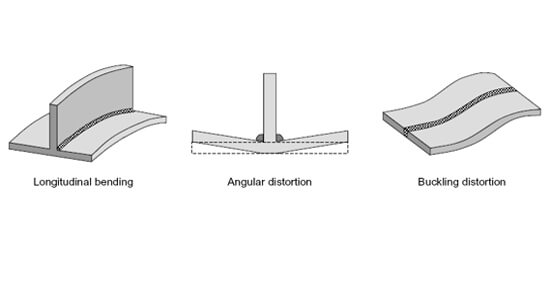
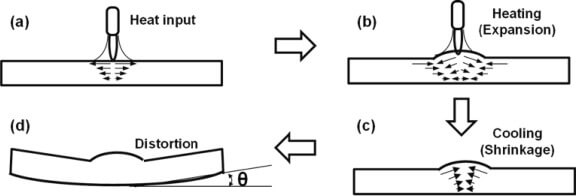
Сварочная деформация в основном относится к деформации стальной конструкции, вызванной высокой температурой во время сварки, а также к проблеме остаточной деформации, которая возникает в стальном элементе конструкции после завершения сварки. Среди двух вышеперечисленных типов сварочной деформации, наиболее влияющей на качество сварки является остаточная сварочная деформация. Влияние остаточной сварочной деформации на металлоконструкции подразделяется на общую и местную деформацию, а в соответствии с характеристиками формы деформации — на угловую деформацию, продольный изгиб, деформацию смятия и т.д. Местная деформация включает угловое искажение и продольный изгиб, а общая деформация также включает искажение смятия и так далее. В процессе сварки стальных конструкций наиболее вероятным видом деформации является полная деформация.
2.Причины сварочной деформации
Жесткость стальной конструкции, несомненно, является одним из основных факторов, влияющих на сварочную деформацию. Жесткость стальной конструкции — это в основном сопротивление конструкции деформации, такой как изгиб и растяжение, и жесткость стальной конструкции зависит в основном от стали Размер конструкции, форма поперечного сечения. Кроме того, расположение и количество сварочных швов также в определенной степени влияют на степень и состояние сварочной деформации.
Когда жесткость стальной конструкции не может достичь определенного стандарта, симметричное положение стальной конструкции используется в качестве сварочного соединения. Если последовательность сварки разумна, конструкция может производить только линейную деформацию, а деформация изгиба невозможна. Наконец, процесс сварки также в определенной степени влияет на степень сварочной деформации. Например, когда сварочный ток большой, а скорость сварки низкая, это вызовет более сильную сварочную деформацию. По этой причине в процессе сварки стальных конструкций мы должны настроить объективные и разумные меры и методы сварочного процесса.
Работы по предотвращению деформации, вызванной процессом сварки стальных конструкций
Управление структурой сварочных узлов
Чтобы в дальнейшем избежать и улучшить сварочную деформацию, при проектировании сварных соединений металлоконструкций следует обратить внимание на следующие аспекты:
a. Во-первых, необходимо контролировать количество и размер сварных швов. Когда стальная конструкция имеет проблемы большого количества сварных швов и больших объемов в процессе сварки, это дает больше возможностей для сварочной деформации. По этой причине при проектировании сварных соединений стальных конструкций количество и размер сварных швов должны контролироваться в максимально возможной степени для дальнейшего улучшения сварочной деформации;
b. Во-вторых, необходимо выбрать как можно более подходящий размер и форму сварочной канавки. Разумный и научный выбор размера и формы сварочной канавки может не только обеспечить несущую способность стальной конструкции в определенной степени, но и уменьшить площадь поперечного сечения в определенной степени, и таким образом контролировать величину эффекта сварочной деформации;
c. Кроме того, в процессе сварки стальных конструкций положение сварочного узла должно быть максимально симметричным в поперечном сечении объекта. При выборе узла сварки нейтральной оси узел сварки должен находиться как можно ближе к нейтральной оси и в то же время избегать нахождения в зоне повышенного напряжения или рядом с ней.
d. Наконец, выбор форм узлов должен быть как можно более жестким. В то же время, узлы не должны располагаться на разнонаправленных перекрестках. Только таким образом можно избежать сварочной деформации из-за концентрации высокой температуры и концентрации напряжений в сварном шве.
Совершенствование процесса сварки стальных строительных конструкций
Улучшение структуры сварки стальной конструкции играет важную роль в развитии сварочной деформации. Его конкретные операции в основном были сосредоточены на следующих различных аспектах:
a. Во-первых, последовательность сварки, выбранная во время сборки и сварки стальной конструкции. Что касается строительства и производства металлоконструкций, соответствующий персонал должен строго следовать действующим нормам и требованиям, чтобы работать на уровне стандартов. Только таким образом можно в определенной степени обеспечить соответствующее весовое давление, а затем лучше удовлетворить потребности и стандарты сборки компонентов. В процессе сварки стальной конструкции, сварка небольших сварочных компонентов завершается за один раз, а затем выбирается соответствующая последовательность сварки для строительства. При сварке и сборке некоторых относительно крупных стальных конструкций сначала свариваются второстепенные компоненты, а затем выполняются соответствующие сборочные и сварочные работы. Чтобы предотвратить деформацию элементов во время строительства, выбор моделей компонентов должен соответствовать соответствующим нормам и требованиям. Кроме того, при сборке следует по возможности избегать чрезмерного принудительного сращивания. Наконец, в процессе сварки и конструирования деталей следует максимально поддерживать равномерность нагрева и соответствующую температуру сварного соединения, чтобы предотвратить сварочную деформацию из-за неравномерного нагрева.
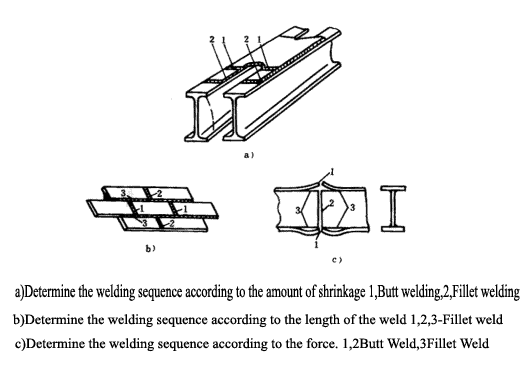
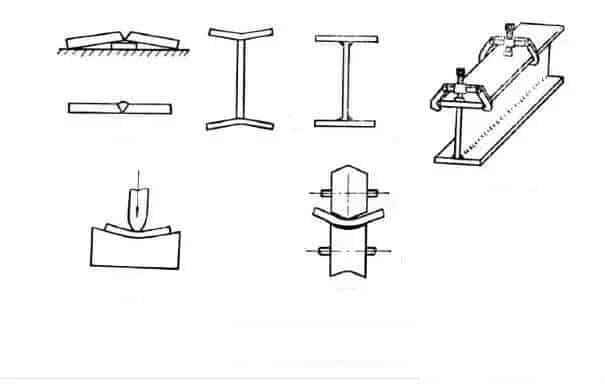
b. Во-вторых, соответствующая работа по борьбе с деформацией. В процессе сварки стальной конструкции из-за принципа усадки после охлаждения в сварном шве будет происходить индивидуальная реакция усадки, которая в определенной степени уменьшает первоначальный размер детали. По этой причине в процессе сварки люди часто используют антидеформацию, чтобы дополнительно компенсировать проблему деформации, вызванную тепловым расширением и сжатием. Антидеформационный метод заключается в искусственном создании определенной деформации детали на ранней стадии процесса сварки. Направление деформации противоположно направлению деформации последующей сварки, а степень деформации такая же, как и степень последующей деформации.
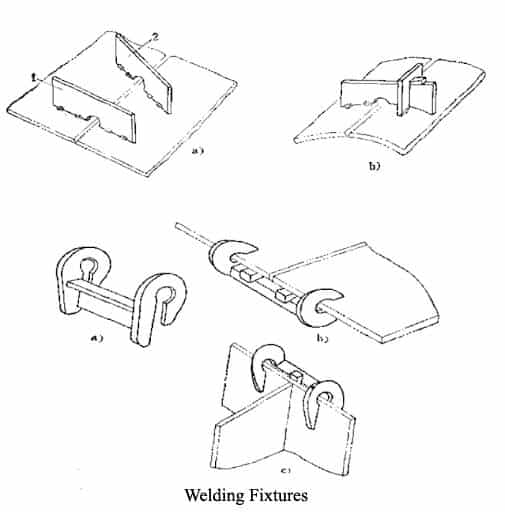
c. Наконец, у нас должны быть соответствующие приспособления для сварки. Для сварки некоторых более значительных компонентов необходимо не только иметь соответствующую сварочную платформу, но и подготовить соответствующие сварочные приспособления для лучшей фиксации деталей.
Related Posts